• Sealing machine of antiseptic bags made in Taiwan.
• Machine made of aluminum alloy material, suitable for sterilization pouches sealing, keeps hygiene and safety
• Digital display control, high quality of steady seals, which gives consistent and trim result every time
• Sealing time and cooling time can be adjusted independently as well as the counting device, which can count the sealed times automatically. It is clear to know how many pouches were finished.
• Offering complete cutting device and roll dispenser of antiseptic pouches to format and cut off the bags easily. The machine measurement is small that can save the space of transportation.
• The buzzer sound comes from inside installed buzzer to remind user when sealing is finished.
• This compact machine is much suitable for medical using purpose such as dentist, veterinary surgeries or laboratories.
• Available for medical sterilization roll bag.
• Options: Attach worktable which could measure the length of roll bag for making pouch bag. (Size of length: 300mm, 450mm)
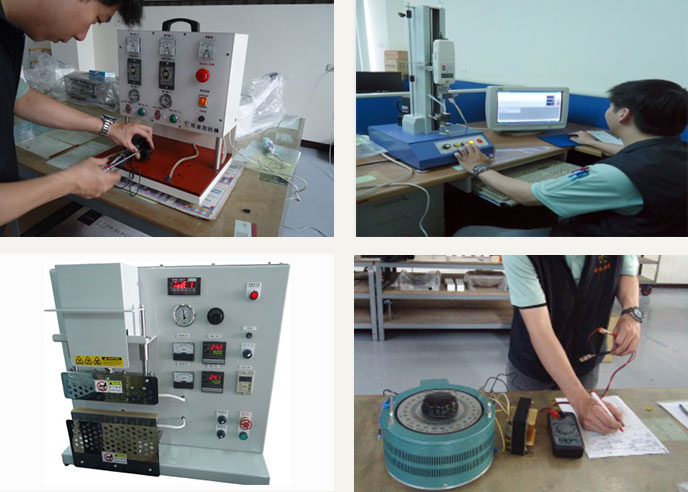
Motor, Transformers, PCB and vacuum bags are made in Taiwan.
Strict quality control
100% product inspection: The inspection is included functions and
appearance of sealing machines.
Tensile strength test to ensure the sealing line tensile strength
value reaches the customer standard.
Electric leakage test: Puncture and insulation test.
Our production and inspection are all based on ISO 9001.
Professional packaging and sealing machine factory
Produce many kinds sealing machines and ODM/OEM products and provide
custom-made services.
More than 30 year experiences in packaging machines industry.
Sell sealing machines to America, Europe, Latin America and Asia.
85% products in stocks, so we can deliver the products quickly.
The production process is based on SOP to ensure the quality of
sealing machines consistently.
Complete range of specifications of sealing machines
Complete range of specifications of sealing machines.
Many kinds of sealing machines and consumptive materials in stocks,
so customers can do one-stop shopping here.
The customers include Biotechnology companies, Medical equipment
companies, Food industry, Electronics industry, Handmade soap
industry and other industry..
Custom-made sealing machine service
Custom-made sealing machine service
Designs of the special sealing machine for irregular shape sealing
line, such as U-shape sealing line and L-shape sealing line.
Different width of sealing line could be custom-made to meet
customer requirements.
After-sales service of professional sealing machine
Provide the professional service for repair the broken sealing
machine immediately.
The sufficient supply of parts stock, so don’t worry about the parts
replace.
Some parts of sealing machine are used in common specifications, so
it is easy to get the parts for replace.
In recent years, vacuum packaging has become very popular. Vacuum packaging keeps damp proof, extended shelf life, and reduced storage space. There are various types of vacuum sealing machines available on the market. How to find a suitable vacuum sealer
for your product? The following are specially divided into three categories for the vacuum sealers sold on the market (Chamber Vacuum Sealer, Non-nozzle Vacuum Sealer, and Nozzle Vacuum Sealer) to introduce advantages and disadvantages. There are other places
to pay attention to when buying, hope to help everyone buy a suitable vacuum sealer, and enhance the quality of product. ※Chamber Vacuum Sealer This is the most familiar and most commonly seen vacuum sealer. As the name suggests, it looks like a box. Therefore,
large size and heavy weight are the biggest drawbacks of this vacuum sealer, but the vacuum degree is the best compared to the other two types of vacuum sealers. We also call this vacuum sealer an internal vacuum sealer. Because the items which you want to
vacuum have to be put into the vacuum chamber in the vacuum sealer, and can be vacuum packaged. Since the vacuum item needs to be put into the vacuum chamber, the product will be limited by the size of the vacuum chamber. If the product is larger, the vacuum
chamber must be larger. As the size of the vacuum sealer increases, its price also tends to increase. Therefore, when purchasing, it needs to consider whether the internal size of the vacuum chamber is suitable for your needs. The chamber vacuum sealer is
further divided into oil-less and oil-type vacuum sealer due to the different types of vacuum pumps installed inside the machine. The vacuum capability of oil-less type vacuum sealers is slightly lower than that of oil-type vacuum sealers. Oil-less type vacuum
sealer is suitable for dry products, such as tea, dried fruit, rice, and electronic parts. The price of this vacuum sealer is lower than that of the oil-type vacuum sealer, but the vacuum capability is sufficient for dry vacuum packaging. Oil-type vacuum sealer
is suitable for both dry and moist products. If there is liquid in the product, it's recommended to choose an oil-type vacuum sealer. Suitable for packing products: meat, seafood, liquid, and powder. The Oil-type vacuum pumps installed in the Oil-type vacuum
sealers on the market have different vacuum capabilities. If you need vacuum packaging for seafood or meat products, it's recommended to choose an Oil-type vacuum sealer with better vacuum capability. If the product itself is soft, even after being vacuumed,
it will still be soft to the touch, and will not be as hard as dry products after being vacuumed. The price of Oil-type vacuum sealers is higher than that of oil-less-type vacuum sealers, and the higher the required vacuum capability, the higher the price.
Also, it should be noted, Oil-type vacuum pump needs to add vacuum oil, so when using an Oil-type vacuum sealer, it's a must to regularly check the amount of vacuum oil and the clarity of the vacuum oil. If the oil level is below the standard, vacuum oil needs
to be added; if the vacuum oil is cloudy, the old oil must be drained before adding new vacuum oil. The more often the vacuum sealer is used; the frequency of adding and draining oil is also higher. When the vacuum degree drops, you can first check whether
it is due to the vacuum oil. Some oil-type vacuum sealers will also be equipped with oil mist catchers, to capture the oil mist generated during the operation of the oil-type vacuum pump. Smoke generation was found during the operation of the vacuum sealer,
oil mist is likely generated when the oil vacuum pump is running, which is a normal phenomenon. The installation of an oil mist catcher is to reduce the situation of oil mist drifting. The oil mist catcher is a consumable, and the frequency of use will affect
its life. When purchasing a vacuum sealer, factors to consider include price, the suitable types of vacuum bags, vacuum efficiency, the size and type of products to be sealed, and the operating method. No matter what kind of product you want to vacuum, it's
recommended to bring the product to the site for testing before purchasing, test the vacuum effect and understand how to operate it, this will allow you to choose the most suitable vacuum sealer for your needs.
A vacuum sealer is a device widely used in food preservation, electronic product packaging, and other scenarios requiring the removal of air from the packaging. It effectively extends the shelf life of food, reduces microbial growth in the air, and maintains
product freshness. Below, we'll explain step-by-step how to use a vacuum sealer, helping you master this skill with ease. How to Use a Vacuum Sealer 1: Preparation First, ensure your vacuum sealer is properly installed and connected to a power source. Choose
a vacuum sealing bag that fits the item you need to package. Different items may require bags of different sizes or materials. How to Use a Vacuum Sealer 2: Place the Item Place the item you want to seal evenly inside the vacuum bag. Make sure not to exceed
the bag's maximum capacity and leave enough space at the opening of the bag so the vacuum sealer machine can seal it effectively. How to Use a Vacuum Sealer 3: Vacuum and Seal Open the lid of the vacuum sealer and place the opening part of the vacuum bag
smoothly on the machine's sealing area. Depending on the model, you may need to manually or automatically close the lid. Select the vacuum and sealing settings suitable for your item (if the machine offers multiple settings), then start the vacuum machine.
The vacuum machine will automatically remove the air from the bag and seal it. How to Use a Vacuum Sealer 4: Finishing Once the sealing is complete, the vacuum machine will signal or automatically open the lid. At this point, you can remove the now-sealed
bag. Your item is now successfully packaged using a vacuum sealer and ready for storage or transport. How to Use a Vacuum Sealer Tips - Before using the vacuum sealer, check if the bag is damaged or has holes to ensure effective sealing. - For foods with
high moisture content, consider pre-freezing them to prevent moisture from being drawn out during the vacuum process, which could affect the sealing quality. - Regularly clean and inspect your vacuum sealer to ensure its long-term effective operation. How
to Use a Vacuum Sealer?
In recent years, vacuum packaging has become very popular, vacuum packaging keeps damp proof, extended shelf life, and reduced storage space. There are various types of vacuum sealing machines available on the market. How to find a suitable vacuum sealer
for your product. The following are specially divided into three categories for the vacuum sealers sold on the market (Chamber Vacuum Sealer, Non-nozzle Vacuum Sealer, and Nozzle Vacuum Sealer) introduce advantages and disadvantages. There are other places
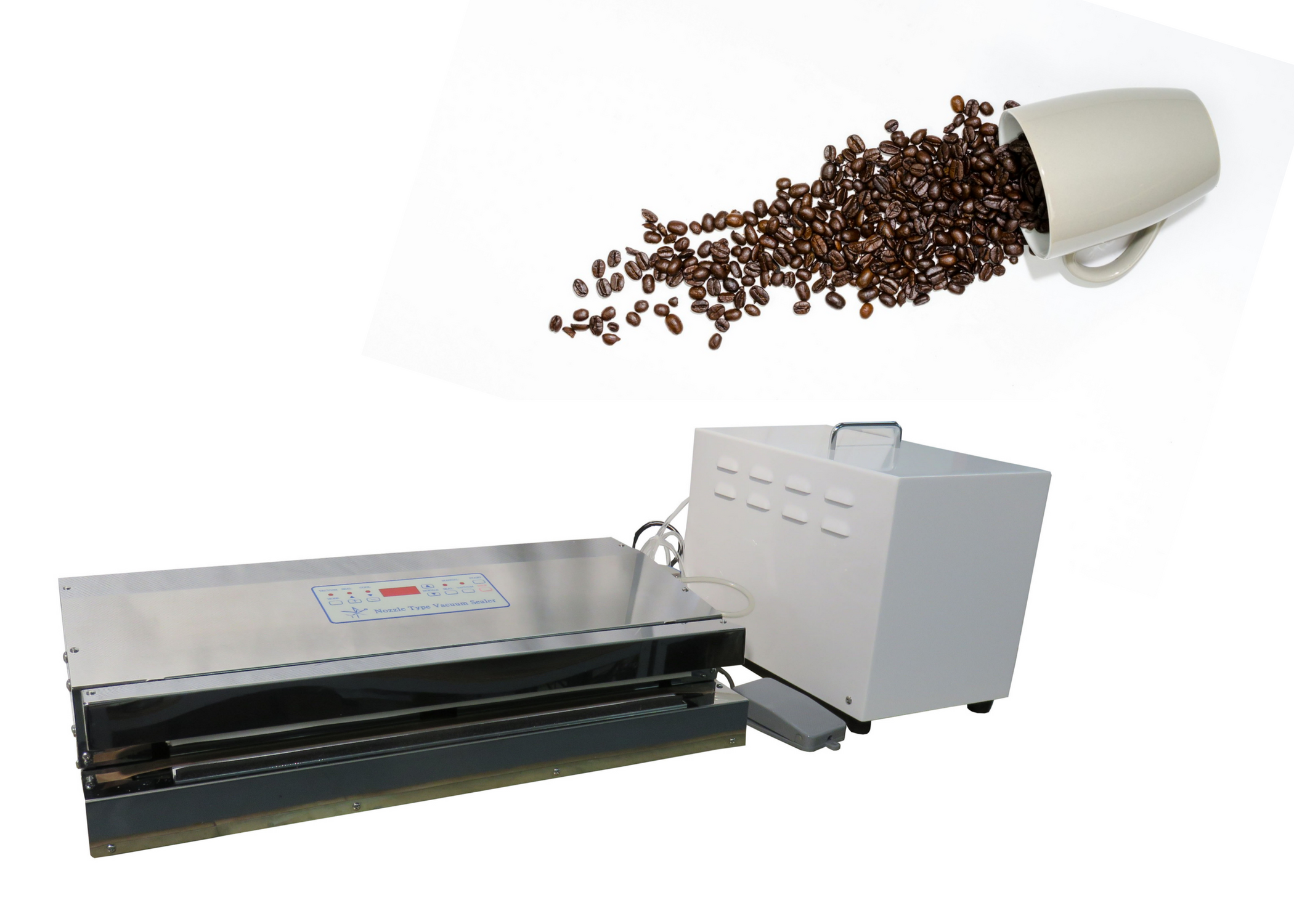
to pay attention to when buying, hope to help everyone buy a suitable vacuum sealer, and enhance the quality of our product. ※ Nozzle vacuum sealer At present, the nozzle vacuum sealer is widely used in the electronics industry. The Nozzle vacuum
sealer and Non-nozzle vacuum sealer are also external, The difference is that the nozzle vacuum sealer uses the nozzle to extend into the vacuum bag to extract the air. Available for vacuum flat bags and aluminum flat bags. Non-nozzle vacuum sealer without
a nozzle. Therefore, only the strips of the vacuum stripe bag can be used to create a pipeline to allow the air to be drawn out. The reason why the nozzle vacuum sealer has a nozzle, after the vacuum, the nozzle must be retracted into the machine and can be
sealed, so when the nozzle moves, a little air enters. Therefore, the vacuum degree of the nozzle vacuum sealer is lower than that of the other two vacuum sealers. The nozzle vacuum sealer is divided into the pneumatic type and electromagnet due to
the driving mode. The advantage of the pneumatic nozzle vacuum sealer is the low sound, the disadvantage is that you need to connect the air compressor. The electromagnetic nozzle vacuum sealer doesn't need to be connected to an air compressor, but the sound
is loud during operation. Most Nozzle vacuum sealers are designed for products with little moisture or powder, add a water filter, keep water and powder in the water filter, Don't allow moisture and powder to flow into the machine, and Avoid damage
to parts. If the product itself is water or powder, never choose a Nozzle vacuum sealer, because when pumping, the nozzle extends into the vacuum bag, it will directly remove the water and powder, It's recommended to choose the Chamber vacuum sealer, when
the Nozzle vacuum sealer in operating, the way the nozzle is placed and the position of the product are very important, related to the vacuum effect. When the vacuum is recommended, keep the nozzle as close as possible to the product, and avoid sticking vacuum
flat bags when pumping, this causes the nozzle to be unable to pump air, but be careful that the nozzle is not blocked the product, it can't be pumping. When operating the Nozzle vacuum sealers, please pay special attention to this technique. Same
to a Non-nozzle vacuum sealer, there are plastic casings for sale in the market. Nozzle vacuum sealer with metal shell (steel plate with powder coating and stainless steel), small size vacuum sealer with plastic casing, cheap price, but long-term operating
with high frequency, it's not recommended to buy the Nozzle vacuum sealer with a plastic casing, because the vacuum sealer will generate heat when sealing, use for a long time, the sealing seat with continuing to heat when the temperature is too high, the
plastic case may be deformed. Just for household or small amounts of use, a Nozzle vacuum sealer can be purchased in a plastic case. If it's a factory or a long-term operator, it's recommended to purchase a Nozzle vacuum sealer with a stainless steel housing,
in addition to not worrying about the deformation of the sealing seat due to high temperature, the vacuum pump installed inside is larger than the Nozzle vacuum sealer with plastic casing, continuous use is not afraid of failure, and the vacuuming ability
is also strong. The Nozzle vacuum sealer is available for a vacuum flat bag, cheaper than a vacuum stripe bag. However, due to the control of the nozzle entering and leaving, the structure is more complicated than the Non-nozzle vacuum sealer. Therefore,
the price of the Nozzle vacuum sealer is higher than that of the Non-nozzle vacuum sealer, price comparison with the Chamber vacuum sealer depends on the vacuum pump built into the Chamber vacuum sealer, Nozzle vacuum sealers are more expensive than Oil-less
type Chamber vacuum sealer, but is lower than the oil type Chamber vacuum sealer. Generally, there is only one nozzle of the Nozzle vacuum sealer, it can add nozzles and inflatable functions according to customer needs, most of them are filled with
nitrogen, option to pump first and then inflate, or function settings such as inflate and then pump after pumping. In addition, there are also inflatable sealing machines that only inflate, it also uses a nozzle to fill the gas into the vacuum bag. The inflatable
has moisture-proof, the advantages of retaining freshness and anti-collision, mostly used in the food industry. The Band sealer also develops the air extraction function, it also uses the nozzle to suck out the air, which belongs to a Nozzle vacuum
sealer, generally known as a Continuous vacuum sealer. The price is much higher than other types of vacuum sealers, and the structure of the Band sealer will also affect the vacuum degree, so the price is also different, to choose a Continuous vacuum sealer,
except for the price, the vacuum degree is also a factor to consider. When purchasing a vacuum sealer, factors to consider include price, the types of vacuum bags it can use, vacuum efficiency, the size and type of products to be sealed, and the operating
method. No matter what kind of product you want to vacuum, it's recommended to bring the product to the site for testing before purchasing, test the vacuum effect and understand how to operate it, this will allow you to choose the most suitable vacuum sealer
for your needs.
We use cookies to provide a better experience. By proceeding, you agree to our PRIVACY POLICY, including the use of cookies and other tracking technologies.ACCEPT

.jpg)
.jpg)
.jpg)
(1).jpg)